
Способи обробки органічного скла
Якісне оргскло або полікарбонат, полістирол, ПВХ або поліестер пропонує компанія «Акорд-пластик»
1.1 Види пил
1.1.1 Дискові пили
1.1.2 Стрічкові пилки
1.1.3 Лобзикові пили
1.1.4 Різка за допомогою лазерного променя
1.2 Свердління
1.5 Фрезерування
1.6 Обробка на токарному верстаті
1.7 Пемзованіе
1.8 Шліфування
1.9 Полірування
2.2 Температура пластичного формоутворення
2.3 Умови пластичного формоутворення
2.4 Способи пластичного формоутворення
2.4.1 Вільний втягування
2.4.2 Вільний вдування і втягування в форму
2.4.3 Вдування під тиском в увігнуту форму
2.4.4 Втягування за допомогою пуансона
2.4.5 Згинання
2.5 Запобіжні заходи при роботі з екструзійних склом
2.6 Охолодження
2.7 Отжиг
2.8 Стикування
3.1.1 полімеризується клей
3.1.2 Поліпрісоедіняемий клей
3.1.3 Клеї у вигляді розчину
3.1.4 Склеювальні лаки
3.2 Клеюча здатність
3.3 Послідовність здійснення процесу склеювання
3.5.1 Клеї у вигляді розчину
3.5.2Склеювальні лаки
3.5.3 полімеризується клеї
3.5.4 Поліпрісоедіняемие клеї
3.5.5 Клеючі стрічки
3.6 Рекомендації по техніці безпеки при поводженні з клеями
4. Зварювання
4.1 Послідовність здійснення процесу при зварюванні
1. Обробка різанням
Для обробки органічного скла (поліметилметакрилат, ПММА) застосовуються верстати, зазвичай використовувані при обробці деревини і металу. Тим не менше, потрібно врахувати те, що вони повинні працювати на високій швидкості і без вібрації для досягнення чистих зрізів. Наскільки це можливо, всі станки, насамперед шліфувальні та фрезерно-відрізні, повинні бути оснащені аспіраційними пристроями для негайного відсмоктування як утворюються стружок, так і газів.
Для обробки органічного скла особливо придатні інструменти з високоміцної сталі для швидкісного зрізання, з твердого металу або в особливих випадках з алмазним покриттям. Ріжучі кромки інструменту завжди повинні бути гостро заточені. Навіть незначно зношені інструменти призводять до нечистої обробці зрізів і внаслідок обумовленого тертям перегріву можуть навіть викликати пошкодження оброблюваної деталі або інструмента. Інструменти, які вже застосовували для обробки металів або деревини, слід застосовувати тільки після спеціальної заточки.
Синтетичні матеріали мають істотно меншу, ніж метали, теплопровідність і здатність зберігати форму. Крім того, через відсутність тепловідводу в крайових зонах створюються напруги, які в несприятливих випадках призводять до пошкодження оброблюваних деталей. Як охолоджуючих засобів застосовуються вода, розчинні масла, парафін або струмінь повітря. Традиційні мастильно-охолоджуючі рідини для металів не повинні застосовуватися, так як вони можуть містити розчинники, які впливають на ПММА.
Поверхня органічного скла покривається захисною плівкою, яку залишають на оброблюваної деталі під час будь-якої її обробки та використання. Плівку знімають тільки після виробленого монтажу. Якщо в якомусь конкретному випадку це неможливо, то з метою запобігання її непередбаченому нанесення подряпин застосовують такі відповідні допоміжні засоби, як тканинні або повстяні підкладки.
Розмітку або маркування, наприклад, отворів для просвердлювання, відрізних країв чи контурів по можливості необхідно виробляти на захисному шарі. У тому випадку, якщо його вже довелося видалити, маркування за допомогою спеціальних маркерів наносяться безпосередньо на поверхні пластини. Чертілка або кернер слід застосовувати тільки в тому випадку, якщо є впевненість, що надрізи, зроблені цими інструментами, знову віддаляються в процесі подальшої обробки. В іншому випадку, при впливі навантаження пластини можуть розламуватися через концентрацію напружень в місці надрізу.
1.1 Види пил
У більшості випадків для різання орг скла використовуються дискові пилки для прямих розрізів і стрічкова пила або фреза для інших розрізів. Ручна пила для різання екструзійного органічного скла (ЕОС) не рекомендується. Для цих же цілей може використовуватися лазер.
1.1.1 Дискові пили
Дозволяють виробляти прямі точні розрізи. Зріз розпилюється скла виходить чітким. У більшості випадків використовуються два види лез:
- Лезо з наконечником (нависаючими зубами з твердого матеріалу (карбіду). Пряма або трапецієвидна форма з чергуються зубами (крок зубів - 1 см) рекомендується для промислового використання і для різання скла на окремі частини.
- Лезо зі швидкорізальної сталі зазвичай використовуються для різання цільних листів. Зуби є радіальними (ребро врізання проходить через центр) і затилованние під кутом 45 ° у верхній точці зуба. Зуби не розлучені, але пила володіє затилованние поверхнею в 0,2% з кожного боку. Крок зубів 2-5 зуб / см. в залежності від типу матеріалу.
Для пильних полотен з твердого металу діють наступні рекомендації:
| Блоковий ПММА | Екструзійний ПММА | |
|---|---|---|
| Передній кут α | 10-15° | 15-20° |
| Задній кут γ | 0-5° | 0-5° |
| Швидкість зрізання | 3000 м/мин | 3000 м/мин |
| Крок зубів | 5-8 мм | 10 -20 мм |
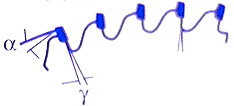
Найкращі результати досягаються застосуванням машини з фрезами невеликого діаметра (наприклад, циліндрична фреза з вирізаними кутом γ = 5 ° і допоміжним кутом α = 10 °) і високою швидкістю обертання фрези (до 1000 об / хв).
Рекомендоване число обертів в залежності від діаметру леза:
| Діаметр леза (мм) | 150 | 200 | 250 | 300 | 350 | 400 |
|---|---|---|---|---|---|---|
| Швидкість (об / хв) | 6 400 | 4 800 | 3 800 | 3 200 | 2 800 | 2 400 |
1.1.2 Стрічкові пилки
Даний тип пилки дозволяє робити різання по кривій лінії. Однак при цьому не вдається отримати геометрично рівний зріз і необхідно провести значну доопрацювання для отримання абсолютно геометрично рівній поверхні. Метод найбільш підходить для різання заготовок перед формуванням, а також для обробки штампованих деталей за заданим профілем перед доопрацюванням. Ширина стрічкового полотна може бути від 3 до 13 мм. Число зубів має становити 3-8 шт / см довжини полотна. Швидкість зрізання може варіюватися між 1000 і 3000 м / хв.
Для обробки пластин з органічного скла рекомендуються наступні орієнтовні параметри по стрічковим пилам:
| Передній кут α | 30 – 40° |
|---|---|
| Задній кут γ | 0-8° |
| Швидкість зрізання | 1000 – 3000 м/мин |
| Крок зубів | 3-8 мм |
Даний метод також може бути використаний для різання товстих заготовок. Для цього можуть використовуватися будь столярні верстати за умови, що їх лінійна швидкість становить від 4 до 6 м / хв.
1.1.3 лобзикові пили
При здійсненні подальшої обробки, пригону або вирізування виїмок у випадку з синтетичними матеріалами виправдали себе відповідні лобзикові пили. Але при цьому кромки зрізу виходять порівняно грубими і вимагають подальшої обробки. Місце розпилювання повинно надрізати тільки при працюючому верстаті. Переважні висока швидкість зрізання і середня швидкість подачі різального інструменту.
1.1.4 Різка за допомогою лазерного променя
Даний процес являє ряд переваг:
- Дозволяє відтворити більшість форм з винятковою точністю
- В результаті застосування даного способу утворюється мало відходів обробки
- Завдяки даному способу виходять розрізи високої якості, що вимагають незначної шліфування при доопрацюванні або зовсім не потребують останнього
Однак, дана технологія сприяє появі внутрішніх напружень, в результаті яких виникає чутливість до розчинників у краї розрізу.
Таким чином, не рекомендується робити склеювання поверхонь, розрізаних за допомогою лазера.
1.2.Сверленіе
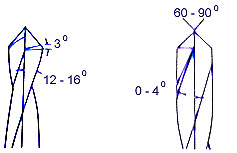
Проводиться за допомогою стаціонарного або мобільного свердлильного верстата з використанням спеціальних свердел для легких металів і швидкорізальної сталі, загартованої сталі карбіду підвищеної продуктивності. Припустимо і використовувати як канонічні, так і свердла стандартної форми з кутом заточення 60-90 °
Задній кут? повинен бути сошлифовать до значення між 0 ° і 4 °. Тільки в цьому випадку свердло зможе працювати належним чином: воно скоблить замість того, щоб зрізати, і таким чином запобігає появі сколів в висвердлені отвори при виході з пластини. Передній кут повинен становити, щонайменше 3 °. Ці параметри наведені в табліце.
| Параметри для заточування і обробки | Органічне скло |
|---|---|
| Передній кут α | 3-8° |
| Задній кут γ | 0-4° |
| Кут підйому гвинтової лінії β | 12-16° |
| Швидкість обробки зрізанням | 10 - 60 м/мин |
| Швидкість підведення інструмента | 0,1-0,5 мм/об. |
Для отримання гладкої поверхні просвердлений отвори необхідно оптимальне поєднання швидкості зрізання і швидкості подачі інструменту. У цьому випадку утворюється рівномірна безперервна зливна стружка. Наприклад, при занадто високій швидкості обертання і / або занадто великій швидкості подачі різального інструменту утворюється нерівномірна стружка, а отвір просверливается нечисто. При дуже низькій швидкості обертання та / або надміру малій швидкості подачі мають місце перегрівання та явища розшарування в просвердленому отворі, а стружка розплавляється.
Особливу важливість при свердлінні являє охолодження. При обробці матеріалу товщиною більше 5 мм слід проводити охолодження і змащення емульсією для свердління або маслом для свердління, сумісним з органічним склом.
У випадку з товстостінного матеріалом, при глибоких і глухих отворах необхідно щоб уникнути перегріву виводити свердла з просвердлений отвори кілька разів, оскільки підведення різального інструменту проводиться вручну.
При просвердлювання тонких пластин їх слід затискати разом з твердими плоскими підкладками для того, щоб виключити розколювання нижньої кромки отвору. Свердла слід підводити не поспішаючи, з великою обережністю. Після того, як ріжучі кромки повністю увійдуть у матеріал, можна почати повільно збільшувати швидкість подачі різального інструменту, а незадовго до того, як буде пробитий нижній край, - знову знизити. При обробці формованою або вбудованої деталі за допомогою ручного дриля можна вставляти спеціальні свердла. Найбільш поширені спеціальні свердла і зенкери:
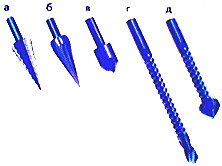
а) ступеневу свердло
Це свердло з одного ріжучою кромкою забезпечує отримання чистих циліндричних просвердлених отворів без наявності слідів обробки. Кожній наступною сходинкою свердла в отворі знімається фаска.
б) конічне свердло
Їм просверліваются отвори, що мають злегка конічну форму, проте розтріскування на вихідній стороні виключається.
в) спеціальний зенкер
Особливо придатний для видалення грата вже наявних отворів, хорошого зняття стружки через похилі отвори.
г) фрезерне свердло
З його допомогою можуть бути добре виконані подовжені отвори.
д) комбіноване Свердла-зенковки
Цей багатогранний зенкер рекомендується застосовувати при знятті грата, фасок і зенкування.
У випадку з будь-якими спеціальними свердлами необхідно стежити за бездоганним станом вістря свердла.
За винятком фрезерного свердла при всіх інших інструментах застосовують істотно більш повільні швидкості обертання, ніж при користуванні спіральними свердлами. А у випадку з фрезерним свердлом, навпаки, швидкості обертання найчастіше перевищують 1000 об / хв.
Чашкові пили і кільцева головка
Для свердління отворів великого діаметру рекомендується застосовувати чашкові пилки, чашкові фрези типу Мілфорд або кільцеві фрези.

Отвори дуже великого діаметру можуть просвердлити за допомогою регульованої кільцевої голівки різцетримача. При свердлінні матеріалу великої товщини свердління проводиться в два етапи з перевертанням аркуша на інший бік.
1.3 Нарізування різьблення
У всіх полімерних матеріалів при нарізуванні різьблення зазвичай виникає небезпека розлому внаслідок концентрації напружень в місці надрізу. А тому даний спосіб кріплення слід було б обирати тільки в тому випадку, якщо інша альтернатива не представляється можливою.
При нарізуванні внутрішньої і зовнішньої різьби для всіх матеріалів застосовуються зазвичай наявні в продажі мітчики і плашки. Внаслідок зниження міцності матеріалів при надрезе різьба не повинна мати гострих крайок. Пізніше при вгвинчування слід не забувати про те, що на сполучних гвинтах не повинно бути масляної плівки. Отвори для кернів потрібно виконувати з трохи більшими розмірами, ніж у випадку зі сталлю. У багатьох випадках може виявитися вигідним посилення внутрішньої різьби різьбовий вставкою з металу.
1.4 Різьбове з'єднання
В даний час різьбове з'єднання набуває різнобічне застосування в області переробки полімерних в якості способу роз'ємного з'єднання. Для цієї мети застосовуються гвинти, як з полімерних матеріалів, так і з металів. Вибір матеріалу для гвинтів залежить від виникаючих механічних, теплових і хімічних навантажень. Тоді як пластмасові гвинти серед усього іншого легкі і безшумні і в більшості випадків у меншій мірі схильні до корозії, то при застосуванні металевих гвинтів можуть витримуватися великі навантаження. Крім того, немає необхідності враховувати внутрішні напруги, матеріал може перенести тривалий вплив температур. При застосуванні металевих гвинтів вирішальним представляється теплове розширення чи стиснення. Особливо важливим при різьбовому з'єднанні вважається те, що воно повинне забезпечувати герметичність протягом тривалого часу. На противагу цьому відмінність коеефіціентов лінійного термічного розширення органічного скла і металу при падінні температур зменшує фіксуюче зусилля і відповідно збільшує при підвищенні температур. У цьому відношенні вирівнювання можна досягти при застосуванні підкладок з таких сумісних матеріалів, як СКЕПТ, ПЕ, ПТФЕ і т.д.
Тип гвинта також повністю залежить від відповідного випадку застосування. Крім традиційних шестигранних гвинтів з гайкою застосовуються також настановні штифти, нарізні заглушки, гвинти з шлицевой головкою і т.д. Навпаки, непридатними представляються самонарізні гвинти, оскільки вони повинні "крають" в органічне скло. І все ж їх можна застосовувати в тому випадку, якщо в лежачою внизу конструкції, наприклад, з металу, нарізається різьба, а в пластині з синтетичного матеріалу є наскрізні отвори досить великого розміру.
У разі транзитних різьбових з'єднань в полімерному матеріалі ще в більшій мірі, ніж при їх використанні в металах, слід пам'ятати про можливість виникнення внутрішніх напружень щоб уникнути поздовжніх і поперечних згинальних моментів. З цієї причини не варто було б сильно затягувати гвинти, а відповідні дії направляти на виріб з синтетичного матеріалу на великій площі. Крім того, має враховуватися відносно високий тепловий коефіцієнт органічного скла і можливу зміну розмірів від впливу вологи. При співвіднесенні на монтажну температуру, рівну, наприклад, 10 ° С, при більш низьких температурах пластини стискуються до 2,5 мм на метр. Для розтягування під дією тепла і вологи повинен бути передбачений паушальний зазор на розширення, тобто відстань між пластинами "для монтажного просвіту", рівне 5 мм / м.
Небажані внутрішні напруження матеріалу можна усунути за допомогою просвердлювання великих отворів, можливого розтягування по краях і збірки в системі з наявністю фіксуючих ковзних елементів.
1.5 Фрезерування
Даний спосіб дозволяє отримати складні форми, зберігши при цьому чітку, гладку поверхню при обробці. Для даної обробки рекомендуються циліндричні фрези з двома або кількома канавками зі швидкорізальної сталі підвищеної продуктивності або карбіду. Найкращі результати досягаються застосуванням фрез невеликого діаметра (наприклад, циліндрична фреза з вирізаними кутом? = 5 ° С і допоміжним кутом? = 10 ° С) і з високою швидкістю обертання (до 1000 об / хв). Швидкість обертання залежить від діаметра і кількості канавок, при цьому доцільно застосовувати охолодження струменем повітря. Необхідно передбачити видалення стружки. Фрезерування дозволяє провести наступні операції:
- Розріз
- Фрезерування виїмок
- Гравіювання
Що стосується гравіювання, то вона в більшості випадків проводиться за допомогою розпушувачів, установлюваних на пантографи і оснащених фрезами малого діаметра (2 - 6 мм) різного профілю.
Також можуть використовуватися лазерні ріжучі верстати, які дозволяють виробляти гравірування шляхом обмеження глибокої дії лазерного пучка.
1.6 Обробка на токарному верстаті
Органічне скло може оброблятися на токарному верстаті таким же чином, що і тверда деревина. Застосовуються й токарні верстати, які зазвичай використовуються в металлообработке.В цьому випадку також дуже високі швидкості обробки. В якості орієнтовного параметра діє наступне:
Швидкість зрізання в 10 разів вище, ніж для сталі, для досягнення бездоганного результату вирішальне значення має заточка токарного різця. Особливу увагу слід приділяти задньому кутку. Так само, як при свердлінні, відповідні умови обробки мають місце в тому випадку, якщо утворюється безперервна стружка. Таку стружку отримують при приведенні у відповідність трьох найбільш важливих факторів: швидкість підведення інструменту, швидкість зрізання і заточка інструмента.
| Параметри заточування і обробки | Органічне скло |
|---|---|
| Задній кут γ | 2- 10° |
| Передній кут α | 0- 4° |
| Кут в плані головної ріжучої кромки | Приблизно 5° |
| Швидкість зрізання | 200 - 300 м / хв |
| Швидкість подачі інструменту | 0,1 - 0, 5 мм/об |
| Глибина зрізання | до 6 мм |
Токарні різці з накладкою з твердого металу застосовуються для грубої обдирної обробки, проте глибина зрізання не повинна перевищувати 6 мм. Для подальшої чистової обробки зазвичай застосовують інструменти з високоміцний стали для швидкісної обробки зрізанням.
Токарні різці повинні мати радіус вершини ріжучої кромки, що дорівнює щонайменше 0,5 мм. При великих значеннях радіусу вершини ріжучої кромки, у випадку з круглозаточеннимі токарними різцями, поєднуючи одночасно високу швидкість обробки і малу швидкість подачі інструмента, а також мінімальну глибину зрізання, можна досягти точної чистової обробки поверхонь, які потім можна відразу ж полірувати, не вдаючись до процесу шліфування між двома цими операціями.
Для охолодження знову ж таки можна застосовувати сумісні з акриловим склом емульсії і стиснене повітря.
1.7 Пемзованіе
Пемзованіе необхідно для шліфування грубих поверхонь зрізу або усунення дрібних поверхневих дефектів, таких як подряпини. Даний метод вимагає застосування мокрою наждачного паперу з корунду і проводиться або вручну, або за допомогою дискової полірувальної машини або стрічкового шліфованого верстата. В останньому випадку рекомендована швидкість стрічки становить 10м/сек. Щоб уникнути перегріву матеріалу рекомендується поливання водою.
1.8 Шліфування
За допомогою шліфування і наступного полірування шорстким і матовим поверхням кромок зрізу можна додати дзеркальний блиск і прозорість.
Шліфування можна здійснювати як вручну за допомогою звичайно наявної в продажу шліфувального паперу або шліфувального блоку з нанесеним на нього шліфують шаром, так і механічним способом на верстаті. Для шліфування на верстаті застосовуються обертові тарілчасті шліфувальні круги, суперфінішних пристрої та ленто-шліфувальні верстати. При шліфуванні слід уникати сильного і тривалого натиску, так як в результаті можуть виникати утворюються при цьому теплота тертя, напруги і пошкодження поверхні. Тому завжди слід шліфувати з охолоджувальною рідиною.
Розмір часток шліфуючого засоби слід обирати відповідно до глибиною слідів обробки або слідів від скребків на поверхні оброблюваної деталі: чим глибше сліди від обробки, тим грубіше частинки. Варто було б виробляти обробку шліфуванням в кілька етапів, зменшуючи з кожним разом розмір часток.
Рекомендується послідовна обробка, яка складається з трьох наступних етапів:
- грубе шліфування, розмір часток 60
- помірне шліфування, розмір часток 220
- остаточна обробка, розмір часток 400-600
При цьому потрібно простежити за тим, щоб кожен наступний етап шліфування видаляв сліди попередньої обробки. Якщо останній етап шліфування усунув усі сліди попередніх обробок, то можна полірувати.
1.9 Полірування
Полірування - це останній етап обробки з метою отримання дзеркально-блискучих прозорих поверхонь. Кромки зрізу можна відполірувати без особливих ускладнень, полірування поверхонь з більшою площею, навпаки, слід було б уникати, так як у багатьох випадках це залишається видимим.
Мають місце три способи механічного полірування:
| Спосіб | Полірувальний круг і повстяна стрічка | Полірування полум'ям | Полірування на алмазному притир | Догляд за поліровкою |
|---|---|---|---|---|
| Якість поверхні | Дуже хороше | Середнє | ід хорошого до дуже хорошого | Дуже гарне |
| Напружений стан | Середнє | Дуже високе | Середнє | Низьке |
| Витрата часу | Від високої до дуже високої | Низька | Низька | Від низької до високої |
| Капіталовкладення | Середнє | Висока | Дуже висока | Низька |
Очищення поверхні матеріалу проводиться теплою водою із застосуванням м'якого миючого засобу, не містить розчинників. Використання абразивних речовин не допускається.
Оскільки повстяна стрічка, тканинний притир або перчаточная матерія являють собою дуже м'які матеріали, то поліруємості поверхню необхідно заздалегідь піддати обробної обточуванні. Якщо ця умова не буде виконана, то поверхня хоч і стане блискучою, але все ж залишаться видимими сліди подряпин і обробки. При обробці крайок досить зробити чистову обробку цикль.
Необхідно запобігати обумовлений тертям перегрів поверхні матеріалу а значить, і термічне пошкодження.
Кромки і невеликі деталі поліруються переважно на повстяних стрічках, так як в цьому випадку їх можна зручно тримати і підводити. Оброблювана деталь повинна постійно переміщатися по колу, так що нерівності повстяних стрічок або тканинних Пригара не завдають пошкоджень матеріалу. Швидкість переміщення повстяної стрічки повинна складати приблизно 20 м / с.
Тканинний притир дуже добре придатний для полірування великих, а також вигнутих поверхонь. Подібними тканинними притир можуть бути бязеві та / або фланелеві пакети, пачки яких розташовуються якомога більше нещільно, щоб теплота тертя могла відводитися за допомогою вентилювання. Окружна швидкість тканинного полірувального кола повинна бути в діапазоні від 20 до 40 м / с.
Якщо блиск, отриманий в результаті механічної обробки, не представляється достатнім, то полірування можна завершити вручну м'яко не волокнистою тканиною або ватою, застосовуючи полірувальні молочко.
При поліруванні органічного скла полум'ям за допомогою пристроїв, аналогічних зварювальної пальнику, відпадає необхідність в чистовій обробці як додаткової робочої операції, і все ж кромки повинні бути вільні від залишків, наприклад, від прилипають стружок або залишків ручного зварювання. Оскільки подряпини від попередньої фрезерної обробки або розпилювання ще залишаються видимими після полірування полум'ям, то їх застосовують як економічно більш вигідного способу в тому випадку, де до відполірованої поверхні не пред'являється високих вимог. Полірування вогнем більш товстих пластин може привести до поверхневих напруженням.
Якщо робота проводиться без належної старанності, то це також може призвести до "Перекидання полум'я" на оброблювану деталь за кромкою зрізу, а значить, до навантажень матеріалу, обумовленим термічним впливом. При подальшій обробці або подальшому застосуванні вони можуть зумовлювати появу тріщин, наприклад, при контактуванні з склеювальними засобами або розчинниками для лаків.
Полірування на алмазному притир гарантує тривалі терміни служби і таким чином особливо придатне для серійного виробництва. При цьому відпадає необхідність у попередньої чистовій обробці. Зняття стружки та полірування здійснюються за одну робочу операцію.
редставляется необхідним застосування високоякісних прецизійних інструментів та верстатів. Застосовуються або різцеві голівки фрез, які мають щонайменше два алмазних різця, або токарні різці з алмазним покриттям. Необхідно простежити за хорошим відведенням стружки. Верстат повинен працювати при повній відсутності вібрації, щоб уникнути появи резонансних ліній на оброблюваної деталі. Гострі кромки, що з'являються при застосуванні алмазних полірувальних фрез, доцільно згладжувати за допомогою циклі.
2. Формование
Гаряче формування є найважливішим видом переробки акрилових смол, вихідним матеріалом при цьому служать головним чином листові заготовки. Основна перевага цього способу - можливість отримання великогабаритних виробів із застосуванням простих і дешевих форм. Операція термічного формування складається з трьох етапів: нагрів, формування і охолодження. При нагріванні до відповідної температури ОС розм'якшується до пластичного стану, при цьому можна додати матеріалу самі різні форми за допомогою спеціальних інструментів. Після охолодження матеріал знову набуває первісну жорсткість, зберігаючи надану йому форму. При невідповідності деталі бажаної формі, її можна знову нагріти з метою коригування лише у випадку, якщо ОС отримано блочним методом (високомолекулярна) на відміну від екструзійного ОС.
2.1 Попередня, гаряча сушка.
При зберіганні скло поглинає вологу з навколишнього середовища. Це може призвести до утворення дефектів ОС під час теплової обробки. Тому необхідно попередньо просушити листи, з яких знята маскуюча плівка, в конвекційної сушильній камері при Т - 80 ° С протягом 1-2 годин на кожен мм товщини. Як правило, при великому змісті вологи достатньо 24 години.
Дуже перспективним і високопродуктивним є нагрів за допомогою інфрачервоного випромінювання, при якому використовуються інфрачервоні елементи потужністю від 250 до 450 вт, що знаходяться на відстані 150 - 250 мм від поверхні скла. Час і тривалість нагрівання залежать від способу нагрева.
| Время нагріву | ОС | |
|---|---|---|
| Сушильна піч | (хв / мм) | 2,5 - 3 |
| Панелі з ІК - випромінюванням | ||
| -1 Панель потужністю 2,2 вт / см ² | (сек / хв) | 38 - 45 |
| -2 Панель потужністю 3,5 вт / см ² | (сек / хв) | 22 - 27 |
При обробці деталей з підвищеними оптичними характеристиками для нагріву застосовується сушильна піч з циркуляцією гарячого повітря. Даний метод дозволяє проводити регулювання нагріву і підтримувати необхідну температуру нагрівання на всій поверхні. Різниця температури перевищує 5 ° С може призвести до виникнення значних напружень вироби з ЕОС.
В ході першого нагріву листів екструзійного скла відбувається їх усадка, яку необхідно враховувати при визначенні розмірів заготовок. Усадка ЕС досягає від 3 до 6% в залежності від товщини матеріалу в напрямку екструзії і від 1 до 3% - в поперечному напрямку, тому при нагріванні може відбутися деформація листа, якщо він не був закріплений на опорі. Усадка блокового «литого» ОС рівномірна і по довжині і по ширині заготовки. Нагрівання повинен проводитися рівномірно, так як перепад температур по площині і товщині листа не повинен перевищувати ± 3 ° С може призвести до виникнення значних напружень. При перегріві листів в горизонтальному положенні можливо прилипання матеріалу до металевих поверхонь. Щоб уникнути цього, площини опор повинні бути захищені фторопластовим покриттям або тефлоновою сіткою.
Тривалість і температура нагріву варіюють залежно від виду продукції, термічних умов і складності формуемости деталі. Для того, щоб встановити зони, «небезпечні» для формования, необхідно в лабораторних умовах отримати відформовані зразки і найбільш розтягнуті поверхні, їх занурити в етанол на 10 хвилин. Якщо в матеріалі присутній анормальне внутрішнє напруження, в зразках утворюються тріщини, зразки можуть руйнуватися. Для блочного оргскла характерна максимальна усадка в 2%, однаково розповсюджується на всі боки і більш широкий температурний інтервал переробки.
2.2 Температура пластичного формоутворення
Середні значення температур формоутворення для екструзійного скла в залежності від нагрівального пристрою, типу матеріалу і товщини розташовуються між 140 ° С і 170 ° С. При виборі температури завжди потрібно перебувати в інтервалі 140-180 ° С і зважувати переваги і недоліки, які тягнуть за собою різні температурні діапазони. Найбільш оптимальними є наступні температури формувань:
- Екструзійне скло: 150-160 ° C
- Лите скло: 160-175 ° C
При низьких температурах матеріал володіє відносно високим формувальним напругою, що привносить із собою високу тенденцію до повернення у вихідне положення і листи можуть лопнути. При цьому майже не погіршується гарна якість поверхні напівпродукту. При високих температурах, навпаки, тенденція до повернення незначна, однак, існує небезпека погіршення поверхні напівпродукту.
2.3 Умови пластичного формоутворення
Вибір таких умов термоформування, як швидкість формувань, ступінь термоформування (ступінь витягування) і формувальних зусиль залежить від зовнішньої форми напівпродукту, а також від тих властивостей, якими має володіти формованих виробів після термоформування.
Швидкість формування дозволяє судити про те, з якою швидкістю можна витягати або розтягувати матеріал в високоеластичному стані. При надмірно високій швидкості формувань існує небезпека розтріскування оброблюваної деталі внаслідок перевищення межі міцності. Крім того, це може призвести до різнотовщинності. З іншого боку, потрібно уникати занадто малих швидкостей термоформування, щоб запобігти охолодженню у процесі роботи, зайве енергоспоживання або розтріскування матеріалу.
Швидкість формування залежить від матеріалу, від товщини матеріалу і від способу термоформування. Так, екструзійне органічне скло можна формувати при більш високій швидкості, ніж блокове органічне скло.
Ступінь термоформування дозволяє судити про формозміни, що відбувається при термоформування напівпродукту. При звичайному способі формовки така зміна тягне за собою збільшення плошади поверхні при відповідному зменшенні товщини матеріалу. Ступінь термоформування визначається як співвідношення середніх значень товщини матеріалу до і після формування або виходячи зі збільшення площі поверхні.
При термоформування слід враховувати, що ступінь термоформування у всього готового виробу повинна залишатися по можливості однаковою, і таким чином має бути забезпечена рівномірна товщина.
ормовочние зусилля залежать від:
- ступеня термоформування,
- температури формувань,
- формуемого матеріалу (екструзійне або блокове органічне скло).
Для виготовлення технологічного оснащення (матриць, пуансонів), зазвичай використовують деревину, гіпс, склопластики, сталі, алюміній і ін матеріали. З метою найбільш ефективного зменшення напружень, що виникають у процесі формування, рекомендується проводити нагрів матриць, кріпильних рамок, пуансонів при температурі 70-80 ° С.
Нагріте лист, щоб уникнути поверхневих ушкоджень і збереження оптичних властивостей деталей поміщається на форму і утримується на її поверхні за допомогою замші, байки. Процес формування закінчують повільним охолодженням отформованной деталі.
2.4 Способи пластичного формоутворення
Існує кілька способів пластичного формоутворення. Вибір відповідного способу залежить від:
- форми і розміру оброблюваної деталі,
- потрібного розподілу по товщині стінок,
- числа деталей,
- типу застосовуваного матеріалу,
- вимог до кінцевого продукту щодо зовнішнього вигляду, витримування заданих розмірів, чіткості контурів і т.д.
- від наявних у розпорядженні установок штампів і допоміжних засобів.
2.4.1 Вільний втягування
З метою отримання деталей сферичної і яйцеподібної форм застосовують метод гарячого штампування з розтягуванням, поміщаючи лист - заготівлю в вакуум - камеру і закріплюючи краї аркуша на рамці за допомогою диска. У цьому випадку не виникає зіткнення або тертя з вигнутою частиною, завдяки чому можна отримати доволі складні форми.
2.4.2. Вільне вдування і втягування в форму
Конструкцією технологічного оснащення передбачений затиск нагрітої заготовки між двома дисками, один з яких герметично з'єднаний з пневмо - або вакуум-камерою, а другий є формотворчим. Відформована деталь остигає під тиском (розрідженням) до 40-50 ° С. При такому формуванні зазвичай відбувається витяжка матеріалу, супроводжувана зменшенням товщини у вершині купола вироби, проте це не погіршує фізико - механічних властивостей матеріалу, що підтверджено практикою.
2.4.3. Вдування під тиском в увігнуту форму
При роботі під тиском необхідно вибирати дуже міцні форми (метал, тверда деревина та ін). При пневмоформования надлишкове тиск створюється междустеклом і притискним диском формувальної оснащення. Вентиляційні канали забезпечують відтік повітря, регулюючи тиск формования. Таким чином, отримують деталі складної конфігурації, рельєфної форми (наприклад, букви).
2.4.4. Втягування за допомогою пуансона
Пуансон, що має форму внутрішньої поверхні деталі, опускається на розігрітий лист і деформує його при невеликому тиску. Можливо також виготовлення виробів шляхом натягу нагрітого листа скла на пуансон. Нагріта заготівля затискається по всьому контуру в рамки, відповідні формі пуансона, після чого воно натягується на пуансон до повного його облягання. Рекомендується для рівномірного розтягування застосовувати контактні мастила форми (парафін, мастила на силіконовій основі).
2.4.5. Згинання
Процес полягає в місцевому нагріванні листа товщиною до 6 мм по осі вигину за допомогою одного або декількох прямолінійних нагрівальних елементів.
Наприклад: нагрівальний елемент може складатися з нікелевої / хромової нитки, утримуваної в натягнутому стані за допомогою пружини або противаги при низькій напрузі (24 або 48 вольт).
Щоб уникнути виникнення напруги в зоні згинання необхідно дотримувати ряд запобіжних заходів:
- виробляти інтенсивний нагрів виключно в зоні згинання;
- використовувати виключно відповідні станини для нагріву: найкращий варіант надають станини з регульованим розлученням, що дозволяють контролювати ширину зони нагріву
- зона поза дільницею нагріву повинна бути доведена до температури порядку 70 ° С щоб уникнути виникнення напружень, пов'язаних з різницею температур
- чим товще скло, тим більше повинна бути нагреваемая зона. У разі згинання під прямим кутом, ширина зазначеної зони повинна перевищувати товщину матеріалу приблизно в 5 разів
- довести матеріал до температури порядку 130-150 ° С, при якій згинання можна робити при найменшому навантаженні. У більшості випадків при згинанні матеріалу товщиною до 5 мм достатньо одного приладу з нагрівається ниткою і двох водних сорочок. При збільшенні товщини матеріалу необхідно використовувати 2 приладу, симетрично розташованих з обох сторін аркуша
- виробляти згинання, уникаючи інтенсивного нагріву матеріалу зокрема, використовуючи шаблони з деревини
- справити природне охолодження матеріалу у формі.
Крім рекомендованих методів виготовлення виробів з екструзійного скла можливе отримання їх комбінованими методами (наприклад, видування - втягування - пресування).
2.5. Запобіжні заходи при роботі з екструзійних склом.
Щоб уникнути виникнення значних залишкових напружень в зоні формування скла необхідно дотримуватися запобіжних заходів:
- виробляти інтенсивний нагрів тільки в зоні згинання
- використовувати обладнання для нагріву з регульованою і контрольованою зоною нагріву. Зона поза дільницею згинання скла повинна бути нагріта до температури 70 ° С
- нанести V - образну канавку при отриманні гострих кутів при згинанні матеріалів великої товщини
- чим товще скло, тим більше повинна бути нагреваемая зона
- матеріал повинен мати температуру, при якій згинання може проводитися при найменшому навантаженні (120-140 ° С)
- Провести природне охолодження матеріалу в його формі.
- Перед контактом з розчинниками або використанням в умовах підвищеного навантаження необхідно провести термічну обробку для зменшення залишкової напруги (гарячу сушку або відпал).
2.6. Охолодження
Запобіжні заходи при охолодженні:
- для найкращого збереження утворилася, отриманої форми і щоб уникнути деформації виробу необхідно залишити його на матриці до його охолодження до температури 70 ° С.
- охолодження повинно бути як можна більш тривалим і однорідним щоб уникнути виникнення внутрішньої напруги
- відформовані деталі повинні бути піддані термічному кондиціюванню з метою зниження напружень перед їх взаємодією з розчинниками, фарбою, липкою стрічкою
- слід уникати перегріву і переохолодження вироби і форми, великій швидкості розтягування, підвищення тиску повітря, зіткнення формуемого матеріалу з формою перед формуванням при високій температурі.
2.7. Отжиг
При локальному нагріванні можуть виникнути внутрішні напруження, які при подальшому застосуванні призводять до утворення так званих тріщин внаслідок цих напруг. Тому такі внутрішні напруження істотним чином знімаються в результаті термообробки при 60-80 ° С. Час відпалу у залежності від товщини стінок (від 2 до 6 годин при товщинах від 2 до 20 мм). Після відпалу провести природне охолодження виробів в термошкафу щоб уникнути виникнення напружень.
2.8 Стикування
При стикуванні дві або декілька оброблюваних деталей з'єднують один з одним. Такі напівпродукти, як пластини, блоки, стрижні й труби можуть зістиковуватися різноманітними способами. При цьому розрізняють два типи з'єднань:
- нероз'ємні з'єднання
- роз'ємні з'єднання
До нероз'ємним способам з'єднання відносяться склеювання, зварювання і клепання, а роз'ємні способи з'єднання - це клеммовое скріплення і різьбове з'єднання. Те, який спосіб з'єднання слід застосовувати в кожному конкретному випадку, залежить від відповідного характеру пропонованих вимог.
3. Склеювання
Склеювання - це найчастіше застосовуваний спосіб стикування. Внаслідок фізичних і хімічних властивостей органічного скла при склеюванні один з одним, виробів з цього матеріалу або при склеюванні з іншими матеріалами утворюються сполуки, які частково показують дуже високі параметри міцності. Разом з тим такі сполуки представляються дуже привабливими в оптичному відношенні, так як завдяки можливості безшовного, візуально не помітного склеювання виходять конструктивні деталі, які проявляють себе як цілісні.
Якість склеювання залежить головним чином від досвіду виконавця. А тому у випадку з про способами склеювання кожен раз повинні проводитися попередні випробування.
3.1 Склеювальні системи
Для склеювання органічного скла з самими різними матеріалами були розроблені спеціальні клеї. Вони поділяються на дві групи, які відрізняються різними механізмами реакції:
- схоплює за хімічним типом (двокомпонентні отверждающиеся клеї): полімеризується і поліпрісоедіняемие клеї;
- схоплює по фізичному типу: клеї у вигляді розчину, склеювальні лаки, стрічки з клейовим шаром
Клеї, схоплюють за хімічним типом, докорінно відрізняються від клеїв, схоплює по фізичному типу. Затвердіння клею відбувається в результаті хімічної реакції отвердіння різних компонентів клею. Реакція затвердіння запускається змішуванням компонентів, припливом тепла або контактуванням з введеними в суміш ініціаторами і отвердителями або вологим повітрям. Оскільки в клеї відсутня розчинник, то міцність клейового з'єднання тримається тільки на силах адгезії між клеєм і органічним склом. Двокомпонентний отверждается клей чудовим чином підходить для склеювання поверхонь з причини того, що він заповнює стик.
3.1.1 полімеризується клей
Полімеризується клей одержують на базі поліметилметакрилату і метилметакрилату в одно-або багатокомпонентному виконанні. У разі застосування цього клею клейові шви слід формувати, витримуючи такі розміри, щоб, незважаючи на усадку в процесі реакції отвердіння клейова щілину завжди була заповнена достатньою кількістю клею. Полімеризується клей відрізняється високою міцністю (до 60-70% від міцності вихідного матеріалу) і атмосферостійкістю.
3.1.2 Поліпрісоедіняемий клей
Поліпрісоедіняемий клей одержують на основі уретанових мономерів. Це клей заснований на двокомпонентної рецептурі. Він не містить розчинника, володіє високою прозорістю і легко змішується. Крім того, він придатних для склеювання з іншими матеріалами. Як і полімеризується клей, він показує хорошу міцність склеювання при високій атмосферостійкості.
Клеї, схоплює по фізичному типу, в хімічному відношенні вважаються вже готовими до застосування, так як не потрібно їх змішувати. Затвердіння клею відбувається по фізичному типу внаслідок випаровування розчинника. Міцність площині з'єднання в цьому випадку становить 25-35% від міцності вихідного матеріалу.
3.1.3 Клеї у вигляді розчину
Клей у вигляді розчину складається здебільшого з розчинників, які розм'якшують склеювані поверхні. Час затвердіння відповідає часу випаровування розчинника, яке рідко відбувається повністю.
3.1.4 Склеювальні лаки
Склеювальні лаки можна назвати концентрованими розчинами клеїв в розчинниках, які утворюються при додаванні полімерів (подрібнений матеріал). Оскільки випаровування розчинника відбувається повільніше, ніж у випадку із звичайними клеями у вигляді розчинів, то обробку можна проводити протягом більш тривалого часу. Склеювальні лаки слід було б застосовувати тільки в тих випадках, коли не потрібно високої атмосферостійкості і стійкості до хімічно агресивних середовищ.
3.2 Клеюча здатність
Блокове і екструзійне органічне скло мають відмінності в клеїть здібності. Тому при виборі клею враховуються властивості відповідного матеріалу.
Для склеювання блокового (високомолекулярного) органічного скла застосовують головним чином полімеризується клеї, так як в результаті такого поєднання можна отримати високоміцні (аж до 75% власної міцності органічного скла) і повністю відповідають підвищеним вимогам до оптичним характеристикам сполуки, які придатні для застосування навіть на відкритому повітрі. Чисті розчинники розм'якшують частини з литого органічного скла тільки в слабкому ступені, внаслідок їх високої молекулярної маси, а тому застосовуватися можуть лише умовно. Для цієї мети більше підходять склеювальні лаки, у випадку з якими розчинник випаровується повільніше, ніж у випадку з чистими розчинниками. Таким чином, він довше знаходиться в клейовому шві і збільшує час набухання полімеру. Внаслідок їх виготовлення при майже повній відсутності внутрішніх напружень з'єднуються деталі з органічного скла лише незначно схильні до утворення тріщин в результаті внутрішніх напружень. А тому звичайно не потрібно виробляти отжиг деталей, що з'єднуються перед склеюванням, за винятком випадку застосування для склеювання труб.
Хороших результатів при склеюванні екструзійного (низькомолекулярного) органічного скла можна досягти за допомогою полімеризується клеїв і клеїв у вигляді розчинів. При застосуванні полімеризується клеїв, деталі, тим не менш, повинні бути вільні від внутрішніх напружень, щоб виключити обумовлене ними розтріскування. У деяких випадках перед склеюванням необхідно виробляти отжиг при температурах 60-80 С з тим, щоб зменшити внутрішні напруження соединяемой деталі, викликані попередніми етапами обробки, наприклад, розпилюванням, фрезеруванням, поліруванням або глибокої витяжкою.
Поряд з властивостями клеїв, які визначаються головним чином молекулярною вагою, у випадку з блоковим та екструзійних склом потрібно враховувати ще й інші впливи:
- Не займисті матеріали можуть подовжувати отверждение полімеризується клеїв при одночасному зменшенні кінцевої міцності.
- У випадку з пофарбованим органічним склом існує небезпека того, що барвник "злиняє" під дією клею.
- З'єднуються частини з високою концентрацією пігменту, при однакових умовах досягають меншої міцності склеювання.
- Деталі, що характеризуються підвищеною ударною в'язкістю, можуть стати ламкими в області стику.
- Вироби, отримані способом витяжки або термоформування, володіють меншою міцністю склеювання в напрямку, перпендикулярному до площини витягування.
При будь-яких типах органічного скла перед процесом склеювання рекомендується надавати шорсткість склеюваних поверхонь, для того, щоб поліпшити міцність склеювання. Це особливо відноситься до деталей, використовуваним в апаратах та ємностях, на які впливають механічні навантаження.
3.3 Послідовність здійснення процесу склеювання
Зазвичай процес склеювання складається з наступних робочих операцій:
- Попередня обробка з'єднуються частин
Поверхням пластин рекомендується надати шорсткість за допомогою водостійкою шліфувальною паперу (розмір часток 320 - 400). Після цього необхідно очистити і знежирити з'єднуються деталі, дотримуючись при цьому вказівки виробника клею. У більшості випадків перед склеюванням потрібно отжиг деталей, що з'єднуються з метою зменшення внутрішніх напружень матеріалу, обумовлених обробкою зрізанням, а значить, запобігання утворення тріщин. У випадку з поліпрісоедіняемимі клеями відпалу, як правило, не потрібно. При необхідності для захисту поверхонь від пошкодження розчинником або нанесення подряпин їх можна обклеїти відповідної плівкою. - Підготовка клею при двох-або багатокомпонентних клеять системах
- Нанесення клею
Необхідно простежити за рівномірним змочуванням склеюваних поверхонь і постійною товщиною шару. Спосіб нанесення залежить від в'язкості клею. - Досягнення за часом стану, при якому клей придбає здатність з'єднувати
- Стикування та фіксування деталей
При склеюванні деталі не можна накладати один на одного з перекосом, між соединяемой частиною і клеєм не повинна бути укладена повітря. Нанесений клей не повинен змазуватися при з'єднанні частин. Після виробленого состикованія можливі лише умовні коректування. Можна порекомендувати фіксування деталей, що з'єднуються за допомогою відповідних пристосувань для склеювання, щоб запобігти ковзанню при затвердінні клею, щоб можна було точно відрегулювати довжину при стикуванні внахлестку і при необхідності встановлювати вставки для притискання і склеювання. Слід врахувати, що розчини клею вимагають застосування більшого тиску при з'єднанні, так як усадка при зчепленні більше, ніж у випадку з двокомпонентними клеями. - Затвердіння і охолодження
- Видалення фіксації
- Остаточна обробка
Відпал після склеювання призначається для кращого затвердіння клейового шва і внаслідок цього призводить до кращої міцності склеювання і хорошому, без наявності тріщин зовнішнім виглядом, зберігається протягом тривалого часу. У випадку з поліпрісоедіняемимі клеями остаточного відпалу не потрібно.
3.4 Конструктивне оформлення
В залежності від навантаження клейові з'єднання можуть іноді не виправдовувати себе. При прийнятті відповідних заходів і достатньою домірності поверхонь склеювання може бути перенесено вплив дуже високих навантажень. Слід по можливості уникати виникнення напружень розшаровування і розтягування. Їх можна обійти за допомогою нескладних конструктивних заходів. До останніх відносяться, зокрема, скошування стиків і використання елементів жорсткості в діапазоні переносу сил між окремими сполучаються деталями.
3.5 Технології склеювання
Внаслідок різних механізмів реакції використовувана технологія склеювання залежить від відповідного типу клею.
3.5.1 Клеї у вигляді розчину
Краю склеюваних деталей повинні бути як можна більш короткими, вузькими і плоскими. На попередньому робочому етапі склеювані кромки необхідно обрізати або відфрезерованих, не залишаючи слідів різання й строжки. Поверхні можна піддати додатковій обробці способом тонкого шліфування, за допомогою циклі або, застосувавши багаторазове намазування клеєм. Завдяки цьому згодом зменшується утворення бульбашок. Після змочування поверхонь склеювання слідом за фіксуванням і по закінченню часу набрякання, рівного приблизно 30 секунд, до склеюваних поверхонь прикладається тиск, що становить щонайменше 100 г / см 2. Для змочування поверхонь клеєм є в розпорядженні два методи:
- >Погружной метод
Цей метод набув найширшого поширення. Одна з деталей, що з'єднуються занурюється поверхнею склеювання в клей. Час занурення слід обирати таким чином, щоб почалося розм'якшення поверхні склеювання. Щоб уникнути ненавмисного розм'якшення інших кромок їх слід попередньо обклеїти Для цього можна застосовувати нерозчинну стрічку з поліестеру або целюлози з клейовим шаром. В якості посудини для занурення підходять плоскі чаші або прості плоскі скляні диски, які попередньо змочується клеєм. - Капілярний метод
Перед змочуванням з'єднуються деталі зістиковуються при витримуванні потрібного положення. На другому етапі клей наноситься за допомогою тонкої канюлі на всі краї склеюваних поверхонь. Внаслідок капілярного ефекту клей автоматично всмоктується в клейовий шов. Цей метод уможливлює стикованіє деталей більшого розміру, ніж у випадку з занурювальним способом. Розпірні дроту діаметром 0,3 мм можуть стати допоміжними засобами при здійсненні цього методу для того, щоб клей легше протікав у клейовий шов.
3.5.2 Склеювальні лаки
Склеювальний лак наноситься за допомогою тюбика, шприца або канюлі, можливо також застосування заглибного методу. Застосування капілярного методу не представляється можливим у цьому випадку. Нанесене кількість клею повинно порівнюватися таким чином, щоб після з'єднання деталей з обох сторін клейового шва виступав невеликий надлишок клею. Подальше состикованіе і додаток тиску для притискання здійснюється таким же чином, як це вже було описано у випадку з занурювальним методом. Клеї у вигляді розчину і склеювальні лаки в меншій мірі придатні для поверхневого склеювання.
3.5.3 полімеризується клеї
На відміну від клеїв у вигляді розчину і клеять лаків при склеюванні за допомогою полімеризується клеїв клей слід наносити таким чином, щоб поверх клейового шва утворилося потовщення, так як при затвердінні відбувається усадка, тобто обсяг клею зменшується. Клейовий шов формується таким чином, щоб на якомога меншому рівні зберегти руйнування внаслідок корозійних впливів і впливів навколишнього середовища. Клейовий зазор слід обирати при розмірах між 0,2 мм і 0,5 мм Фіксація залежить від відповідного способу склеювання:
- склеювання при з'єднанні встик
Фіксування на плоскій пластині; - STRONG>склеювання під кутом
Фіксування за допомогою кріпильних пристроїв. Потрібно обов'язково запобігати кутове зміщення в процесі затвердіння. Крім того, виправдовують себе кутові шви або V-подібні шви, так як при цьому з'єднуються деталі можуть лежати безпосередньо одна на інший; - STRONG>склеювання по всій поверхні
витримування відповідної відстані між сполучаються деталями за допомогою розпірних дротів або блоків; - склеювання при наявності порожнистих просторів
припустимі різні розташування
Під час затвердіння не слід піддавати з'єднуються деталі впливу навантажень. Забруднення інших виробів клеєм можна уникнути за допомогою обклеювання поліестерної стрічкою або самоклеющейся алюмінієвою стрічкою.
3.5.4 Поліпрісоедіняемие клеї
Склеювання деталей, що з'єднуються поліпрісоедіняемимі засобами відбувається аналогічно склеюванню за допомогою полімеризується клеїв. Однак, у зв'язку з тим, що поліпрісоедіняемие клеї не містять розчинників, потрібно дуже ретельне очищення поверхонь, що склеюються перед процесом склеювання.
3.5.5 Клеючі стрічки
Склеювальні стрічки являють собою бистровиполнімую і частково економічно вигідну альтернативу при склеюванні органічного скла. В основному, їх слід було б застосовувати на закритих або не переглядаються ділянках. При склеюванні по всій поверхні відстань між окремими смугами склеювальних стрічок не повинно бути більше 300 мм. Умовою достатньої міцності склеювання є суха, очищена від пилу і знежирена склеюваних поверхонь.
3.6 Рекомендації по техніці безпеки при поводженні з клеями
Клеї і що містяться в них розчинники відносяться до так званих "небезпечним робочим речовинам". При їх застосуванні є істотна небезпека для здоров'я, небезпеку виникнення пожежі та вибуху. Тому необхідно вживати заходів, які забезпечують захист людини, підприємства і навколишнього середовища. При застосуванні клеїв завжди слід дотримуватися діючих приписи з охорони праці та техніки безпеки, приписи по роботі з небезпечними речовинами і, в особливості, видавані виробником спеціального клею пам'ятки з попереджувальними рекомендаціями по техніці безпеки.
Більшість клеїв вогненебезпечні. Виникаючі пари в поєднанні з повітрям можуть утворювати вибухонебезпечні суміші
Захисні заходи:
- Уникати відкритих джерел тепла (вогонь, електронагрівальні прилади) і іскріння (іскріння під час комутації, електростатичний розряд).
- Не палити, не їсти і не пити на робочих місцях.
Часте потрапляння на шкіру і постійне вдихання парів розчинників можливо можуть мати наслідком появу алергічних реакцій та нанесення шкоди здоров'ю.
Захисні заходи:
- Роботи з клеєм слід проводити в добре провітрених, очищених від пилу приміщеннях, де немає протягу.
- Оскільки власну вагу парів розчинників важче, ніж повітря, то поблизу з підлогою необхідно встановити аспіраційні пристосування. У тих випадках, коли мають намір зробити більший обсяг робіт зі склеювання, то додатково слід було б здійснювати аспірацію безпосередньо на робочому місці.
Розчинники знищують захисний сальний шар шкіри.
Захисні заходи:
- Слід уникати потрапляння на шкіру клеїв, а також парів і газів.
- Забруднені ділянки шкіри промити водою з милом (ні в якому разі не застосовувати для цієї мети розчинники).
- Шкіру слід обробляти відповідним чином по завершенню кожної робочої операції.
- Застосування одноразових рушників.
Отверджувачі, що містяться в клеях, при попаданні в очі можуть призводити до роз'їдання. Що потрапив в очі клей отверждается під дією слізної рідини. При цьому образуетется теплота, яка вражає рогівку ока.
Захисні заходи:
- У процесі склеювання ні в якому разі не можна пальцями торкатися очей.
- При переробці великих кількостей клею рекомендується носіння захисних окулярів.
Перша допомога:
У разі попадання бризок клею в очі їх слід негайно промити проточною водою протягом 10-15 хвилин. Після цього необхідно терміново звернутися до спеціального лікаря.
4. Зварювання
Зварювання поверхонь, що з'єднуються з полімерних матеріалів проводиться у термопластичних стані матеріалу, так що і зварювати можна тільки такі полімерні матеріали, які переводяться в цей стан досить високої в'язкості. До них відносяться в більшості випадків аморфні і частково кристалічні термопласти, оскільки вони мають достатньо високі значення молекулярної маси. Для цього в особливості підходить екструзійне органічне скло. Блокове органічне скло можна зварювати лише умовно при використанні допоміжних матеріалів, так як при нагріванні з працею можна досягти задовольняє термопластического стану. Навіть додаткове підвищення температури не сприяє досягненню потрібного розм'якшення, а призводить до деструкції полімеру і, відповідно, до утворення міхурів внаслідок виділення газоподібного метилметакрилату.
Ретельний підбір температури нагрівання, тиску і часу нагрівання представляється необхідним для того, щоб досягти оптимальних умов зварювання полімерних матеріалів. При занадто тривалому впливі температури зварювання виникає небезпека термічного пошкодження. Слід враховувати також викривлення полімерного матеріалу при охолодженні, яке носить більш значний характер, ніж у металів. При охолодженні не слід вдаватися до заходів щодо усунення жолоблення щоб уникнути виникнення внутрішніх напружень, що залишаються після зварювання, це означає, що неприпустимо примусове охолодження водою або протягом. Правила здійснення зварювання без виникнення внутрішніх напружень полягають у наступному:
- рівномірне нагрівання зони зварювання
- нагрівання досить великого обсягу матеріалу.
- повільніше і рівномірне охолоджування
Зокрема, у випадку з акриловим склом після процесу зварювання потрібно отжиг
4.1 Послідовність здійснення процесу при зварюванні
Процес зварювання звичайно можна підрозділити на наступні етапи роботи:
- підготовка поверхонь, що зварюються
- нагрівання зони зварювання
- додаток тиску, необхідного для здійснення зварювання
- охолодження зварного шва
- остаточна обробка зварного шва
4.2 Способи зварювання
Зварювання полягає в з'єднанні двох дотичних частин і створенні разом з'єднання значного розм'якшення. На цій підставі зварювання можлива виключно з ЕОС і може здійснюватися численними методами (теплова газова зварка, метод індукції, випромінювання, ультразвукова зварка, частотна, із застосуванням елементів, що нагрівають, вібрації, тертя). Для блочного ОС застосовується метод, що полягає в здійсненні припливу зварювального матеріалу і його розплавлення .. У цьому випадку виникають значні напруження, які необхідно отжечь.
5. Фарбування та метталізація.
При необхідності, оргскло піддається метталізаціі у вакуумі, крім того, блочне оргскло піддається поверхневому фарбуванню. Для фарбування може застосовуватися забарвлення розпиленням по поверхнях, які пройшли формовку. Трафаретний друк застосовується для абсолютно плоских поверхонь.
Детальніше зупинимося на фарбуванні скла.
При виготовленні різних табличок часто виникає необхідність закрасити який або ділянку, зробити візерунок на склі, використовуючи заздалегідь розроблений шаблон.
З цією метою більшість виробників рекламної продукції використовують автомобільні емалі в аерозольній упаковці.
Порядок фарбування:
Попередньо необхідно обов'язково випробувати фарбник на обрізанні скла з метою виключення хімічного впливу, якщо не відбулося жодних змін зі склом (здуття, розчинення, тріщини,), то вважають, що фарбу можна використовувати. Не рекомендується використовувати барвники до складу яких входять активні розчинники для оргскла.
Фарбування формованих виробів відбувається після зняття напружень у виробах (відпалу).
- Процес проводять в чистому приміщенні. Наявність пилу негативно позначиться на якості забарвлення: дасть матову поверхню, не прокрашенние точки.LI>
- Поверхню скла ретельно протирають спеціальним антистатиком для органічного скла. Сушать. На поверхні не повинно залишатися ворсинок, порошинок.
- При фарбуванні балончик з фарбою тримають на відстані 20-25см над поверхнею скла і рівномірно розпилюють фарбу.
- Необхідно першому шару дати висохнути і потім, при необхідності, напилити ще раз.
Відсутність пилу під час всього процесу фарбування і сушіння дуже важливо.
Таблички, пофарбовані за такою методикою, якісними барвниками зберігають свої естетичні властивості до 3-х років.
6. Хімічна стійкість.
Оргскло володіє хорошою водостійкістю, гарною стійкістю по відношенню до лугів і водних розчинів неорганічних солей, але деякі розбавлені кислоти (ціанистоводнева і фтористоводневої кислоти), а також концентровані сірчана, азотна і хромові кислоти впливають на оргскло.
Розчинники для оргскла діляться на три категорії:
- високоактивні розчинники - хлоровані вуглеводні (дихлоретан, хлороформ);
- менш активні розчинники - ароматичні з'єднання, альдегіди, кетони і складніше ефіри (ацетати);
- малоактивні розчинники - спирти;
Хімічна стійкість оргскла, що приводиться в таблицях звичайно враховує стійкість матеріалів, блокового та екструзійного ОС при взаємодії з різними середовищами при кімнатній температурі протягом різного часу до одного року і більше. Результат вважається задовільним, якщо випробувані зразки - (незабарвлені пластини) - не проявляють явних змін, таких як здуття, розчинення, тріщини, розшарування, охрупченіе. Можлива поява незначної забарвлення не є підставою для розгляду продукції як пошкодженої.
Реакція на хімічні речовини Кислоти Спирти Підстави Гази Масла і жири Продукти харчування Дезінфекції та очищення Феноли Розчинники та інші речовини Розчини мінеральних солей
Речовина % БОС ЕС Речовина % БОС ЕС Соляна кислота 10 нв нв Сірчана кислота 90 яв яв Соляна кислота конц нв Оцтова кислота 10 нв орг Хромова кислота 10 нв Оцтова кислота 100 яв яв Хромова кислота разб яв яв бутанова кислота конц яв яв Фтористоводнева кислота яв яв Лимонна кислота разб нв нв Азотна кислота 10 нв Мурашина кислота 10 нв нв Концентрована Азотна кислота яв Концентрована мурашина кислота 90 яв яв Фосфорна кислота 10 нв Молочна кислота 20 нв нв Фосфорна кислота 95 яв яв Щавельная кислота разб. нв нв Сірчана кислота 10 нв нв Ацетілпропіоновая кислота яв яв Метиловий спирт 10 нв нв Етиловий спирт 30 орг яв Метиловий спирт 50 орг орг Етиловий безводний спирт яв яв Метиловий спирт яв яв Етиловий спирт (нетривалий взаємодія) 10 нв нв Аміловий спирт яв яв Пропіловий спирт 10 орг орг Бензиловий спирт яв яв Бутиловий спирт яв яв Пропіловий спирт 50 яв яв Карбонат натрію конц нв нв Їдкий натр 10 нв огр Гідроокис калію 10 нв орг Їдкий натр 50 яв яв Гідроокис калію 50 яв яв Ацетилен нв нв Побутовий газ нв нв Сірчистий газ нв нв Водень нв нв Сірчистий антігрід яв яв Кисень нв нв Бутан нв нв Озон нв нв Вуглекислий газ нв нв Пропан нв нв Кокосове масло нв олеат натрію нв нв Гальмівне масло яв яв Парафін нв нв Мінеральні масла нв нв Бутілстеарат нв орг Ланолін нв нв Оливкова олія нв нв Вино нв нв Фруктовий сік нв нв Оцет нв нв Молоко нв нв Нашатирний спирт конц. яв Перекис водню 90 яв Перекис водню 40 нв Формалін 40 нв Настоянка йоду яв фенол яв крезол яв п-крезол яв Етилацетат яв Гліцерин нв Бутилацетат яв Газойль ов Ацетон яв Ртуть нв Бензальдегід яв Метілетіленкетон яв Оцтовий ангідгід ов Перхлоретилен яв Бензол яв Октілфтален ов Хлороформ яв Дібутилфталат ов Хлористий етил яв Нонілфталат ов Метіленхлорід яв Сірковуглець ов Циклогексан яв Паливо вищої якості
(Октанове число 100) ов Дихлоретан яв толуол яв Діетиленгліколь нв трихлоретан яв Гексан нв трихлоретилен яв Етилацетат яв трикрезилфосфат яв Бутилацетат яв уайт-спирт нв Ацетон яв ксилол яв Бензальдегід яв Бензол яв Оцтовий ангідгід ов Хлороформ яв Хлористий етил яв Діетиленгліколь нв Метіленхлорід яв Гексан нв Циклогексан яв Етиленгліколь нв Дихлоретан яв Біхромат калію 10 нв Морська вода нв Біхромат натрію 10 нв Гіпохлорит кальцію нв Бісульфат натрію 10 нв Йодид калію нв Хлорид амонію нв метафосфатом натрію нв Хлорид кальцію нв Нітрат амонію нв Хлорид калію нв Перманганат калію 10 нв Хлорид натрію нв Сульфат міді яв Трихлористе залізо 10 нв Сульфат залізо нв Хлорна ртуть 10 яв
НВ - не взаємодіє
ЯВ - явне взаємодія
ОВ - обмежене з'єднання
Професійна безкоштовна консультація.
Нашим фахівцям можна довіряти!